E-Mail:sales@whalescnc.com
E-Mail:sales@whalescnc.com
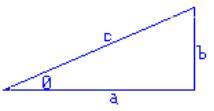
1. Trigonometric Functions Calculation
- tanθ = b/a, θ = tan^-1 b/a
- Sinθ = b/c, Cos = a/c
2. Cutting Speed Calculation
- Vc = (π * D * S) / 1000
- Vc: Cutting speed (m/min)
- π: Pi (3.14159)
- D: Tool diameter (mm)
- S: RPM (rotations per minute)
Example: Using a Φ25 cutter, Vc is 25 m/min, find S?
- S = 1000 * 25 / π * 25
- S = 320rpm
3. Feed Rate (F Value) Calculation
- F = S * Z * Fz
- F: Feed rate (mm/min)
- S: RPM
- Z: Number of teeth
- Fz: Actual feed per tooth (mm)
Example: A standard 2-tooth vertical milling cutter cuts at 2000rpm, what is the feed rate (F value)?
- F = 2000 * 2 * 0.25
- F = 1000 (mm/min)
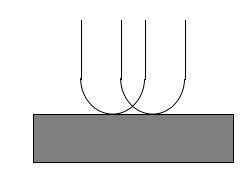
4. Scallop Height Calculation
- Scallop = (ae * ae) / 8R
- Scallop: Scallop height (mm)
- ae: XY pitch (mm)
- R: Tool radius (mm)
Example: Φ20R10, target scallop height is 0.002mm, what is the Pitch?
- ae = 0.4mm
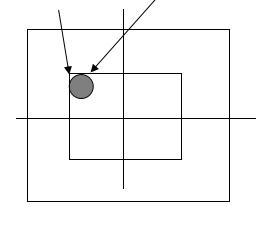
5. Chip Escape Hole Calculation
- Φ = √2 * R^2, X, Y = D / 4
- Φ: Chip escape hole diameter (mm)
- R: Tool radius (mm)
- D: Tool diameter (mm)
Example: Known milling cutter is ψ10; what is the minimum escape hole diameter? Center coordinates?
- Φ = 7.1(mm)
- X, Y = 2.5 mm
- Center coordinates are (2.5, -2.5)
6. Material Removal Rate Calculation
- Q = (ae * ap * F) / 1000
- Q: Material removal rate (cm^3/min)
- ae: XY pitch (mm)
- ap: Z pitch (mm)
Example: Known mold needs cavity contouring, Φ35R5 cutter XY pitch is 60% of the tool, each layer cuts 1.5mm, feed rate is 2000mm/min, what is the material removal rate?
- Q = 63 cm^3/min
7. Feed per Tooth Calculation
- Fz = hm * √(D / ap)
- Fz: Actual feed per tooth
- hm: Theoretical feed per tooth
- ap: Z pitch (mm)
- D: Cutter diameter (mm)
Example: depo Φ35R5 cutter, cutting NAK80 material, hm is 0.15mm, Z-axis cutting depth is 1.5mm, what is the feed per tooth?
- Fz = 0.5mm
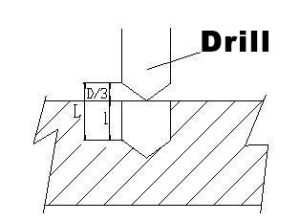
8. Die Edge Machining Method
- Cutting depth = Sheet thickness – Edge height + Drill tip (0.3D)
- D represents the diameter of the tool
9. Drilling Time Formula
- T(min) = L(min) / N(rpm) * f(mm/rev)
- = πDL / 1000vf
- L: Total length of the hole
- N: Number of rotations
- f: Feed rate coefficient
- D: Diameter of the drill bit
- v: Cutting speed
Example: Hole depth l, total length of the hole L, then L = l + D/3
- T = L / Nf = πDL / 1000vf
10. Feed Rate Coefficient Table (f)
| Diameter (mm) | Feed (mm/rev) |
|---|---|
| 1.6~3.2 | 0.025~0.075 |
| 3.2~6.4 | 0.05~0.15 |
| 6.4~12.8 | 0.10~0.25 |
| 12.8~25 | 0.175~0.375 |
| Above 25 | 0.376~0.625 |
- 1 inch = 25.4 mm = 8 parts
- 25.4 / number of teeth = pitch
Example: 25.4 / 18 = 1.414, the pitch is 5/16 thread
11. Horsepower (Gun Drill)
- W = Md * N / 97.410
- W: Required power (KW)
- Md: Torque (kg-cm)
- N: Number of rotations (rpm)
Torque Calculation Formula:
- Md = 1 / 20 * f * ps *
- f: Feed rate coefficient (mm/rev)
- r: Radius of the drill bit (mm)
- α: Cutting resistance ratio ps. For small feeds, general steel is 500 kg/m²; general cast iron is 300 kg/m²



