CNC milling is one of the most commonly used and essential CNC machining methods in mechanical engineering. Besides milling various part surfaces that conventional milling machines can handle, it also enables the milling of various plane and three-dimensional contours that require 2-5 axis coordinated movement, which conventional milling machines cannot perform.
Principles of Three-Axis CNC Machining
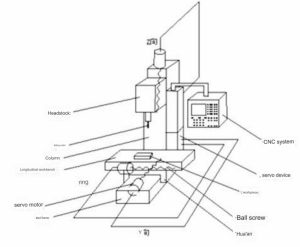
The basic composition of a CNC milling machine is shown in Figure 1-2. It consists of the machine bed, column, spindle box, worktable, saddle, ball screw, servo motor, servo device, CNC system, etc.
Machine Bed: Used to support and connect all parts of the machine.
Spindle Box: Houses the main spindle, whose lower end has a taper hole for installing milling cutters. When the spindle motor inside the spindle box drives the spindle to rotate, the milling cutter can cut the workpiece.
Worktable: Used for installing workpieces or fixtures. The table can move along the X-axis guided by the saddle, which can also move along the Y-axis guided by the machine bed.
No matter the movement along the X, Y, or Z axis, it is achieved by servo motors driving the ball screws. The servo device is used to drive the servo motors. The controller is used for inputting the part processing program and controlling the machine’s working status. The control power supply powers the servo devices and controllers.
Figure 1-2: Structure of a CNC Milling Machine
1. Working Principles of CNC Milling Machines
Based on the shape, size, precision, and surface roughness of the part, machining processes are formulated, and processing parameters are selected. The programmed machining procedure is input into the controller, either manually programmed or generated automatically using CAM software. The controller processes the machining program and sends instructions to the servo device, which then sends control signals to the servo motors. The spindle motor makes the tool rotate while the servo motors in the X, Y, and Z directions control the relative motion between the tool and the workpiece along a predetermined path, thus achieving cutting of the workpiece.
2. Features of CNC Milling
Precision: CNC milling provides highly stable accuracy. If tool wear is ignored, parts processed with the same program will have the same precision.
Complexity: Especially suitable for machining complex parts, such as various molds.
Automation: High level of automation and productivity, making it suitable for large-scale part processing.
Principles of Five-Axis CNC Machining
To learn about five-axis CNC machining, one must first understand the principles and characteristics of CNC machining. Therefore, this section introduces the principles, applications, and features of five-axis CNC machining.
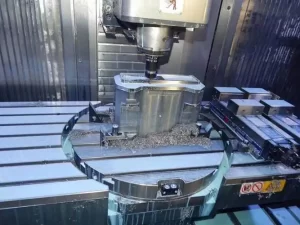
Five-axis CNC machining refers to having at least 5 coordinate axes (3 linear coordinates and 2 rotary coordinates) on a single machine tool that can move simultaneously under computer numerical control. Figure 1-3 shows a typical five-axis coordinated CNC machine.
Figure 1-3 Five-axis linkage CNC machine tool
1. Features of 5-Axis CNC Machining
Five-axis CNC machining involves at least five coordinate axes working in unison under computer control, offering the following distinctive features:
(1). Complex Freeform Surface Machining
Five-axis CNC machining can process continuous, smooth freeform surfaces that are difficult or impossible for three-axis CNC machines to accomplish in a single setup. Examples include blades of aviation engines and turbines, and helical propellers, as illustrated in Figure 1-4. When using a three-axis CNC machine, the tool’s orientation relative to the workpiece cannot be changed during the process, leading to interference and incomplete machining for some complex surfaces. However, with five-axis machining, the tool’s axis can be adjusted at any time to avoid interference with the workpiece, completing all machining in a single setup.
(2). Enhanced Precision, Quality, and Efficiency
For example, while machining complex surfaces in three-axis operations, ball-end mills are often used, which make point contact, thus providing low cutting efficiency. The tool’s orientation cannot be adjusted during the machining, making it difficult to maintain optimal cutting points (i.e., the highest linear speed point on the ball end). On the other hand, five-axis machining allows for the adjustment of the tool/workpiece orientation at any time, achieving higher cutting speeds, better cutting efficiency, and improved quality.
(3). Single-Setup for Complete or Majority of Machining
Nowadays, to further improve product performance and quality, not only aerospace products and transport equipment but also precision instruments, gauges, and sports equipment are increasingly machined from solid materials. These parts often feature a variety of complex surfaces and angled holes. In three-axis machining, multiple setups and positionings would be required to complete these tasks. However, with five-axis CNC machining, most of the work can be completed in a single setup.
2. 5-Axis CNC Machining Centers
Compared to three-axis CNC machines, five-axis CNC machines have two additional rotary axes. However, the structural layout is often more complex than simply adding two rotating axes to a three-axis machine. According to the position of the main spindle, they can be categorized into the following two types:
(1) Vertical Five-Axis Machining Centers
As shown in Figure 1-5, the machine features a rotating worktable axis, situated on the machine bed, which revolves around the X-axis. This is defined as the A-axis, with a typical range of +30 degrees to -120 degrees. There is also a rotating table in the center of the worktable, which revolves around the Z-axis, known as the C-axis. The C-axis has a full 360-degree rotation. The combination of the A-axis and C-axis allows the vertical spindle to machine all five faces of a workpiece, except for the bottom. The minimum incremental value for A-axis and C-axis is generally 0.001 degrees, allowing for machining at any angle and enabling the creation of inclined faces and inclined holes.
Pros: The advantage of this configuration is that the spindle structure is relatively simple, offering excellent rigidity and lower manufacturing costs. However, the worktable generally cannot be too large or bear much weight.
Another version relies on a rotating spindle head, as shown in Figure 1-6. The front end of the spindle is a rotating head that can revolve 360 degrees around the Z-axis, forming the C-axis. The rotating head also has an A-axis that can revolve around the X-axis, generally reaching ±90 degrees.
As shown in Figure 1-7, this version features a rotating worktable axis on the machine bed with an A-axis typical range of +20 degrees to -100 degrees. There’s also a rotating table in the center, referred to as the B-axis, capable of 360-degree rotation in both directions. These machines are often used for machining complex surfaces on large impellers.
Before diving into CNC machining, it’s crucial to understand the basics of control axes and machining coordinate systems. A brief introduction is as follows.
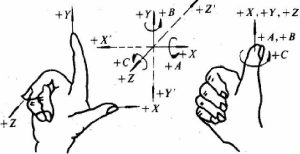
Control axes in CNC systems direct the movement of the machine tool, as illustrated in Figure 1-8. CNC machine tools facilitate cutting through the relative movement between the tool and the workpiece by means of various moving components. The ISO standard uniformly stipulates that a right-hand Cartesian coordinate system be used to name the machine tool’s coordinate axes. Linear axes are denoted by X, Y, Z, while rotational axes are denoted by A, B, C, representing rotations around the X, Y, and Z axes respectively.
Figure 1-8 Control Axes in CNC Systems
To determine the machine tool’s coordinate axes, the Z-axis is usually established first, followed by the X and Y axes.
Determining the Z-axis
For machine tools with a main spindle, like lathes and milling machines, the axis direction of the main spindle serves as the Z-axis. For machine tools without a main spindle, such as planers, the line perpendicular to the worktable for mounting the workpiece serves as the Z-axis. If a machine tool has multiple spindles, one that is perpendicular to the worktable is chosen as the primary spindle for establishing the Z-axis.
Determining the X-axis
The X-axis generally lies in a plane parallel to the surface on which the workpiece is mounted. For machine tools where the main spindle drives the workpiece to rotate, such as lathes and grinders, the direction perpendicular to the axis of rotation within the plane is chosen as the X-axis. The direction away from the main spindle is considered positive. For machines where the main spindle drives the tool to rotate, the X-axis is defined based on the orientation of the main spindle. If it’s horizontal, the direction to the left when facing the spindle is considered positive; if vertical, the direction to the right when facing the spindle is considered positive.
Determining the Y-axis
The Y-axis direction is determined according to the already established Z and X axes, using a right-hand Cartesian coordinate system.
CNC Milling Process Planning
1. Component CNC Machining Process Analysis
Process analysis involves planning the sequence in which parts are to be machined. This arrangement should be flexible and based on the structure of the component, material characteristics, clamping positioning, machine tool capabilities, and the number of machining parts and setups. The process is generally divided into ‘Rough Machining’, ‘Semi-Finishing’, and ‘Finishing’.
Rough Machining Stage: The purpose is to remove most of the excess material from the raw material so that it closely resembles the final product in shape and size. The primary concern at this stage is to achieve high productivity.
Semi-Finishing Stage: This stage brings the main surfaces of the component to the processing precision specified by the technology, leaving a certain margin for finishing. It’s usually done before heat treatment. In this stage, secondary surfaces of the component that don’t affect its functional or design precision are also machined.
Finishing Stage: The goal here is to ensure that the machined parts meet the dimensional accuracy, technical specifications, and surface quality requirements specified in the design drawings. Since the allowance for finishing is very small, the main focus is on achieving the highest machining precision and surface quality.
2. Setting Process Parameters
Choosing the correct process parameters is one of the key factors in CNC machining. It directly affects machining efficiency, tool life, and part precision. An experienced programmer would initially determine these based on their experience and recommended tooling data. The final cutting parameters are then adjusted according to the results of the CNC program testing and actual machining conditions.
The principles for determining process parameters are as follows:
Rough Machining: In order to increase efficiency, the cutting amount should be chosen in the order of cutting depth, then feed rate, and finally cutting speed, ensuring that the rigidity of the tool, fixture, and machine tool are adequate.
Finishing: As the machining allowance is small, cutting speed is increased to improve surface roughness, and the feed rate may be slightly reduced.
In Rough Machining, axial cutting depths of 3-6mm and radial depths of 2.5-5mm are typical, leaving a machining allowance of 1-2mm for subsequent semi-finishing. If the part proceeds directly to finishing after roughing, a machining allowance of 0.5-1mm is left.
In Semi-Finishing, axial and radial cutting depths are usually 1.5-2mm, leaving a 0.3-0.5mm machining allowance for subsequent finishing.
In Finishing, the surface roughness (Ra) must reach 0.8-3.2um, axial cutting depths of 0.5-1mm and radial depths of 0.3-0.5mm are typical.
Milling Tools and Materials
1. Tool Materials
The choice of tool material greatly affects the tool’s service life, processing efficiency, quality, and costs. Therefore, the selection must be rational. The commonly used tool materials include the following types.
1) High-Speed Steel
Also known as high-speed alloy tool steel or white steel, this material was developed in the 19th century. High-speed steel contains a significant amount of tungsten, molybdenum, chromium, vanadium, and other elements. It has high hardness (HRC62-67 after heat treatment) and heat resistance (cutting temperatures can reach 550-600°C). It has a cutting speed 1-3 times higher than carbon steel and alloy steel, and its tool life is 10-40 times longer, making it suitable for machining a wide range of materials.
2) Tungsten Carbide
This material is a powder metallurgical product formed by sintering metal carbides like tungsten carbide, iron carbide, tantalum carbide, and niobium carbide with binders like cobalt, nickel, and chromium at high temperatures. There are three main types:
YG Series: Primarily composed of tungsten carbide and cobalt, offering good bending strength and impact toughness. Suitable for machining brittle materials like cast iron.
YT Series: Mainly composed of tungsten carbide, titanium carbide, and cobalt. Generally used for machining ductile materials like carbon steel and alloy steel.
YW Series: Universal-type carbide that includes niobium or tantalum carbide, offering better toughness and heat resistance.
3) Coated Tools
These tools have a thin layer of high-wear-resistant refractory metal compounds applied to a tough carbide or high-speed steel substrate. Common coatings include titanium carbide, titanium nitride, and aluminum oxide. Coated carbide blades last 1-3 times longer, and coated high-speed steel tools can last 2-10 times longer, especially effective for harder materials.
4) Ceramic Materials
Ceramic materials primarily consist of alumina and are sintered to form a tool material with a hardness of HRA91-95. It offers good wear resistance but is brittle and lacks toughness, making it mainly suitable for semi-finish and finish machining of high-hardness, high-strength steels.
5) Synthetic Diamond
Produced through high-pressure, high-temperature conversion from graphite, synthetic diamonds offer extreme hardness and wear resistance. They are mainly used for fine turning or boring non-metallic and non-ferrous materials.
6) Cubic Boron Nitride (CBN)
A super-hard tool material produced from boron nitride under high temperature and pressure, CBN was developed in the 1970s and has extremely high hardness (HV8000-9000). It is highly thermally stable and is mainly used for machining hardened steels, high-temperature alloys, and other difficult-to-machine materials.
2. Types of Milling Cutters
In CNC machining, selecting the appropriate type of milling cutter is crucial as it directly impacts the range and quality of machining, as shown in Figure 1-9.
Figure 1-9 Types of Milling Cutters and Their Machining Range
1) End Mills
End mills are the most commonly used milling cutters in CNC milling, widely used for machining flat parts. Figure 1-10 shows two of the most common types of end mills. In addition to milling with the end edge, end mills are often used for side milling. Sometimes both the end and side edges are used for milling. End mills can also be referred to as cylindrical milling cutters.
Figure 1-10 End Mills
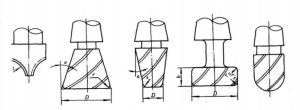
2) Form Mills
Form mills are generally custom-designed for specific workpieces or machining tasks and are suitable for machining specific shapes on flat parts (such as angled surfaces, grooves, etc.), as well as special holes or platforms. Figure 1-11 shows several common types of form mills.
Figure 1-11 Form Mills
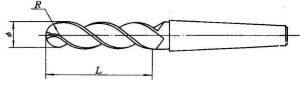
4) Ball End Mills
These are suitable for machining spatial curved surfaces and are sometimes used for large transition arcs on flat parts. Figure 1-12 shows a common type of ball end mill.
Figure 1-12 Ball End Mills
Determination of Cutting Parameters
CNC cutting parameters mainly include ‘cutting speed,’ ‘feed rate,’ and ‘cutting depth.’ The principle for selecting reasonable cutting parameters is: during rough machining, the focus is generally on increasing productivity, but economic factors and machining costs should also be considered. During semi-finish and finish machining, emphasis should be on maintaining machining quality while also considering cutting efficiency, economic factors, and machining cost. Specific values should be determined according to the machine tool manual and cutting parameters guide, combined with experience.
1 Feed Rate
The feed rate represents the distance the tool moves in the feed direction per unit time, denoted as vf. The vf should be selected based on the machining accuracy and surface roughness requirements of the part, as well as the material of both the tool and the workpiece.
2 Cutting Depth
During cutting, the end face and one directional side of the milling cutter penetrate into the workpiece. The depth the end face cuts into the workpiece is known as the axial cutting depth, and the depth the side cuts into the workpiece is known as the lateral cutting depth.
3 Cutting Speed
Cutting speed refers to the circumferential tangential speed of the milling cutter, also known as milling speed, usually denoted by spindle speed n. Increasing the cutting speed is also a measure to improve productivity, but it is closely related to tool durability.
Need to buy a machine tool?
You can upload drawings of machined parts. Our experts will help you determine the best machine for your needs.
WhalesCNC is a high-quality CNC machine tool manufacturer located in Xuzhou, Jiangsu, China. It has more than 20 years of manufacturing experience and is committed to comprehensive solutions to improve cutting efficiency.